

渦輪流量計葉輪小孔加工、測量精度對動平衡的
[摘 要] 針對氣體渦輪流量計葉輪動平衡對流量計的穩定性、工作壽命有較大影響的因素,對氣體渦輪流量計的葉輪小孔徑加工和測量精度進行了研究,并對影響動平衡的機理進行了分析。
氣體渦輪流量計具有精度高、重復性好、結構簡單、測量范圍寬、體積小、重量輕、壓力損失小、維修方便等優點,用于封閉管道中測量低粘度氣體的體積流量和總量,在石油、化工、冶金、城市燃氣管網等行業中具有廣泛的使用價值。
隨著工業生產自動化和能源輸送管道化程度的提高,流量計的用量將更大、范圍更廣,影響更深遠。流量計通常應用在貿易結算上,流量計的測量精度影響著供需雙方的經濟利益和社會效益。在研發氣體渦輪流量計的實踐中,針對葉輪動平衡對流量計的穩定性、工作壽命有較大影響的因素,對氣體渦輪流量計的葉輪小孔徑加工和測量精度進行了研究,并對影響動平衡的機理進行了分析。
1、 葉輪對流量計的影響:
葉輪是氣體渦輪流量計重要的零件,它的動平衡是影響流量計的工作壽命和穩定性***主要的因素。
葉輪是個較復雜的零件,葉片形狀的一致性、分度的準確性、安裝孔的孔徑及與端面的垂直度的加工精度都將對產品性能產生重要影響。鋁合金葉輪的工藝也很復雜,材質軟,切削量大,小孔加工,調頭加工等,尤其是 6 以下的小孔加工,在很多國內廠家也是個難題。
2、安裝孔直徑的精度要求:
渦輪流量計葉輪的***高工作轉速達 12500rpm,按標準 GB /T 9239 的規定,其平衡精度應符合陀螺儀標準為 G0. 4XE,考慮到當前的工藝水平,把動平衡精度要求下降三級到 G6. 3 級 ( 相當于對普通電機轉子的要求) ,計算的等效質心偏移為 e = 5μm。
G6. 3 的含義是指重心 ( 質心) 許用線速度 Vzut=6. 3mm / s,當已知 n = 12500rpm,ω =2πn60= 1309rad / s,就可以用簡單辦法,求出重心許用偏移 e:e =Vzvtω= 6. 3 /1309mm≈5μm這 5μm 是總的要求,而由于葉輪與轉軸不是整體結構,這比整體結構的電機轉子、陀螺儀轉子的平衡困難的多,因為,必須把這個值分配給:
( 2) 葉輪孔與平衡機軸的配合精度: 配合不好,就會加大重復性誤差。
這樣葉輪孔的孔徑精度要達到 2μm 的要求。傳統的加工工藝和檢測手段,很難達到這個精度。但是,必須承認這個要求的根據是充分的,可以制定措施,分階段縮小差距,把這個渦輪流量計***關鍵零件的***關鍵工藝解決。
3、安裝孔與端面的垂直度的要求:
( 1) 以 DN80 葉輪 ( 渦輪) 為例當孔相對于端面偏斜 α 角,即葉輪的幾何中心線O-O 相對實際旋轉中心線 ( 旋轉主軸 ) P-P 偏斜 α角。為了簡化分析,我們假設軸 P-P 依然通過質心O,如圖 1、圖 2。
( 2) 旋轉中心線 P-P 偏斜 α 角,即相當于葉輪沿X 軸傾斜 α 角,再繞 P-P 軸旋轉。若將葉輪沿 X 軸分成左右兩半,并基于計算機三維建模軟件 Solid Works計算,得出半個葉輪的質心位置,如圖 3。
即半個葉輪質心 A 或 B 距總質心 O 的距離為16mm。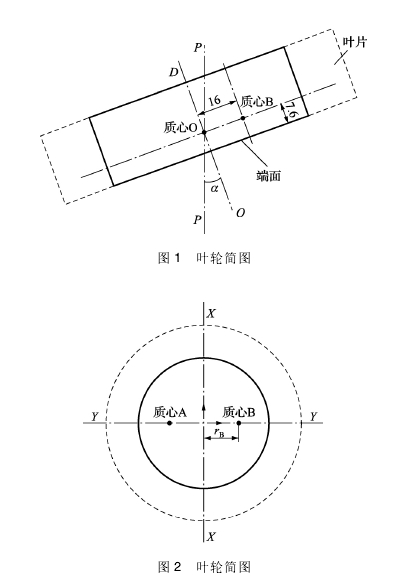

圖 1 葉輪簡圖 圖 2 葉輪簡圖
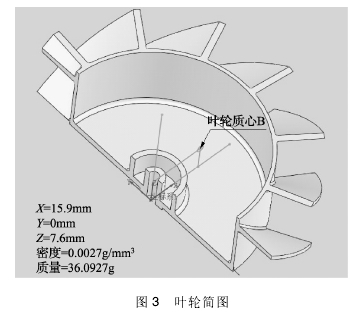
圖 3 葉輪簡圖
( 3) 質心 B 的質量為 1 /2 葉輪的質量,即 mB=36g,計算葉輪按***高轉速 12500rpm 運轉時,質心 B的離心力:FB= mB× rB× ω2= 36g × 16mm x2 × π × 12500( )602( rad /s)2× 10- 6= 986N( 4) 求葉輪傾斜后,離心力 FB對 X 軸的轉矩:由圖 4 可知質心 B 在 P-P 軸上的截距為 LB,FB對 X 軸的轉矩為:MB= FB× LB= FB× rB× sinα
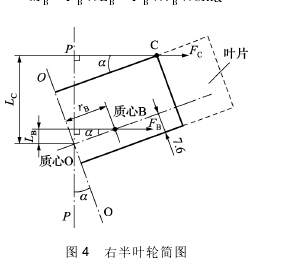
圖 4 右半葉輪簡圖
( 6) 求出 mC,由離心力公式 FC= mC× rC× ω2,得到mC=FCrc× ω2=1024. 4 × sinα31 × 10- 3×2 × π × 12500( )602=1024. 4 × sinα53117. 6( kg)當 α = 0. 1°時mC=1024. 4 × sinα( )53117. 6kg =1024. 4 × sin0. 1( )53117. 6kg =3. 366 × 10- 5kg = 0. 03366g。
( 7) 求去重量控制在 10mg 以內時,允許的偏擺角度 α: 即: mC≤10 × 10- 6kg 時,求 α 角的允許范圍。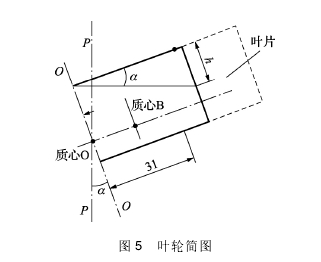
圖 5 葉輪簡圖
由圖 5 可知: mC=FCrC× ω2=1024. 4 × sinα53117. 6,得 α≤arcsin53117. 6 × 10- 61024. 4即: α≤0. 002971°則在繞著 X 軸偏 斜時,葉 輪 校 準 面 跳 動 量 為Hmm,由三角關系可得:H = 2h = 2 × 31mm × sin0. 029° = 0. 003mm即: H≤0. 0313mm
4、對小孔加工的工藝:
渦輪表口徑 100 以下的葉輪安裝孔,小于 6,孔徑小而精度要求高,屬于小孔加工特種工藝。
孔的加工方法很多,有激光、電火花、鉆、擠、鉸、鏜、磨等等。就葉輪而言,首先是鉆孔。普通的鉆頭由于精度低、強度差,無法保證對孔的孔徑和偏斜的精度要求,很多工藝研究單位對鉆頭的形狀和材質,做了很多改進。
① 使用普通結構的鉆頭,其切削刃的對稱度要達到 0. 01mm 以下,需要在工具磨床上加工。
② 較復雜的結構是組合鉆頭,稱為導孔鉆頭,把中心鉆、鉆孔、倒角組合在一起,減小了換刀引起的誤差,前面有導引部分減小偏斜。
③ 用一種出水鉆頭,解決了鉆小孔的排屑和冷卻問題。
④ 為提高鉆頭的強度和壽命,精度要求高的小孔鉆頭采用整體硬質合金結構,有的再加 TIALN 涂層和 AQUA 鍍層,不磨損,孔光滑。以上所謂特種鉆頭,現在市場上都可以解決。
( 2) 其他工藝
① 現在的加工方法是用普通鉆頭鉆孔,再用機用鉸刀鉸孔,鉆頭強度差,孔的偏斜較大、機用鉸刀不標準,孔徑誤差分散性較大。且鉸孔是不能糾正偏斜的。
② 用鋼球擠壓,對鉆孔余量要求高,同樣不能糾正偏斜問題。
③ 用小鏜刀鏜孔,這應該是***好的工藝,小鏜刀結構雖然復雜,但已可以方便地買到,和鉆孔工藝一樣,關鍵的問題是,要保證必要的切削速度,機床的轉速必須在 10000rpm 以上。 ( 鏜 1mm 的孔需要43000rpm) ,這是需要研究的關鍵問題。
( 3) 小孔的測量
① 現在現場使用的內徑千分尺,分辨率為 1μm,6 以下不能測;
② 瑞士泰薩有測 6 以下的內徑千分尺,分辨率也是 1μm;
③ 目前有的廠家使用塞規測量,誤差 應 該在0. 01mm 以上,顯然滿足不了要求;④ 精密的小孔測量用氣動量儀是比較好的,由于是非接觸式,分辨率可達 0. 1μm。
5、結束語:
從上述實例分析中可以得出,對于葉輪小孔加工精度大多數儀表生產廠家誤差是比較大,對氣體渦輪流量計要達到高精度、長壽命,必須考慮到流量計個零件的加工精度,才能達到市場商業貿易計量的可靠性。